
Многие руководители оценивают работу компании и отдельных участков через мониторинг показателей ее работы.
Но каким образом происходит анализ снятых данных и управление на их основе?
Рассмотрим это на примере двух графиков времени цикла выполнения операций.
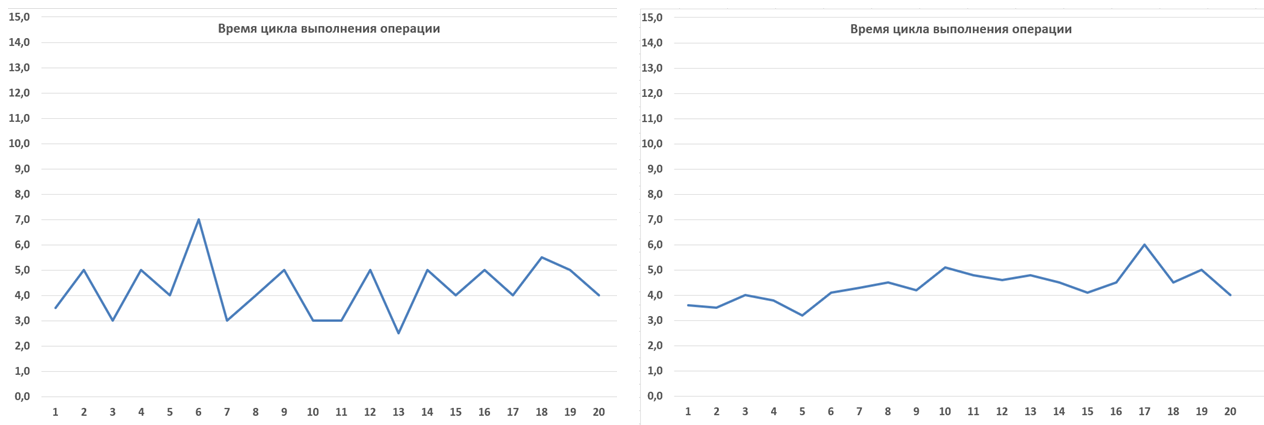
Что можно сказать об этих графиках?
Данные на левом графике показывают более высокую вариацию процесса.
И что дальше? Какой процесс более желателен? Пока непонятно.
Можно посмотреть на средние значения.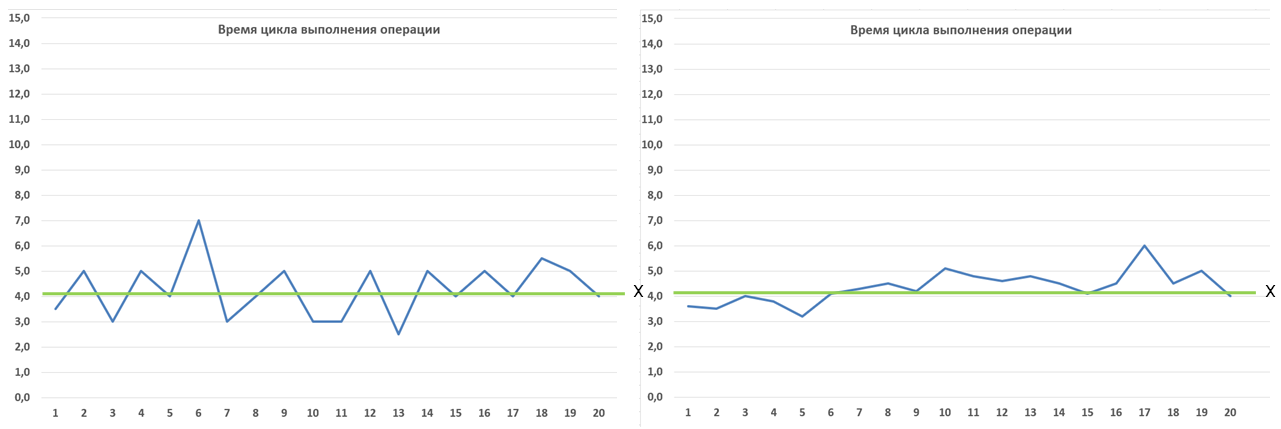
Мы видим, что средние результаты двух графиков примерно одинаковые. Средняя левого графика немного меньше.
Может ли это говорить о том, что процесс левого графика более качественный?
Многие руководители для оценки показателей используют норматив, с которым проводится сравнение фактических данных, снятых с процесса.
В нашем случае, нормативом может являться время такта. Время цикла операции должно быть меньше расчетного времени такта.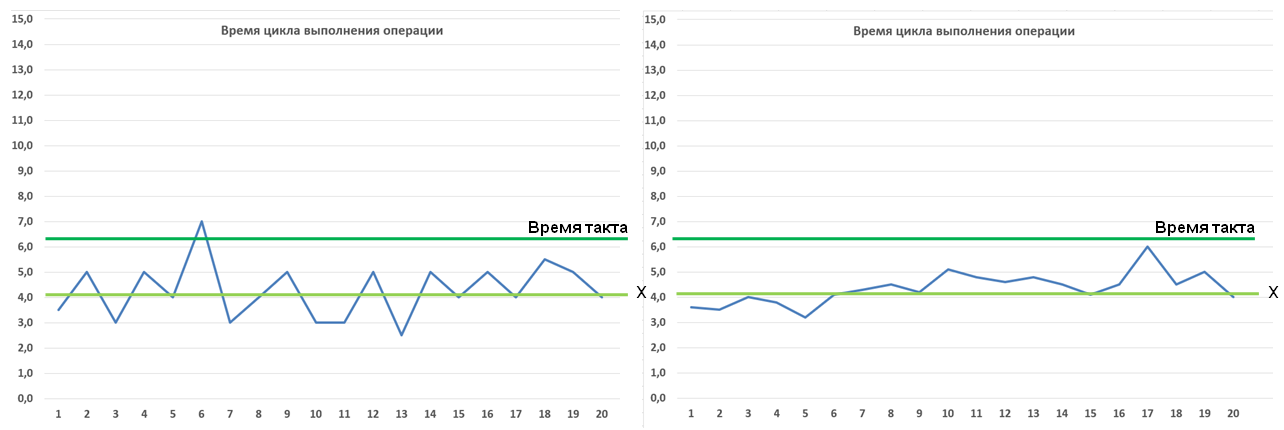
Если сравнивать фактические величины обеих графиков с нормативом, то видно, что на левом графике одно значение выходит за норматив. Означает ли это, что данное значение должно привлечь внимание ответственного сотрудника? Означает ли это. что необходимо искать в этом выходе за норматив особую причину, вызвавшую данное отклонение? Но, можно ли быть уверенным в том, что за данным выходом за величину времени такта кроется действительно особая причина вариации?
Для того, чтобы понимать стабилен ли процесс, если стабилен, то в каких границах, для выявления особых причин вариаций используют контрольные карты Шухарта.
В
рамках данной статьи, мы не будем описывать методы и формулы для построения контрольных карт, это можно изучить по книге Дональда Уилера и Дэвида Чамберса "Статистическое управление процессами". Здесь мы постараемся раскрыть назначение и полезность использования данных карт для управления процессами.
Первое, что важно понимать - это то, является ли процесс статистически стабильным (управляемым). Стабильные процессы не нуждаются в реагировании на показатели результата, так как вариация данных процессов обусловлена случайными причинами вариаций и связана с текущей их настройкой. Статистически стабильные процессы могут являться объектом системного улучшения методом Ката Совершенствования как для сокращения вариации процесса, так и для повышения среднего показателя результативности.
Нестабильным процессом является процесс, в котором присутствуют особые причины вариаций, найденные за счет использования четырех правил при наложении фактических данных процесса на трех сигмовые интервалы.
На данном примере проиллюстрированы данные четыре правила, свидетельствующие о наличии в процессе особой причины вариаций при сравнении поведения данных с контрольными пределами +/- 3сигма на основании карты средних(Х-карты):
Правило1: Выход хотя бы одной точки за пределы трехсигмовой границы
Правило2: Выход хотя бы 2 из 3 последовательных точек за двухсигмовые пределы, лежащие по одну сторону от центральной линии.
Правило3: Выход хотя бы 4 из 5 последовательных точек за односигмовые пределы, лежащие по одну сторону от центральной линии.
Правило4: Расположение хотя бы 8 последовательных точек по одной стороне от центральной линии.
Так же особую причину вариации можно найти, при выходе значений за контрольные пределы, используя карту размахов (R-карту):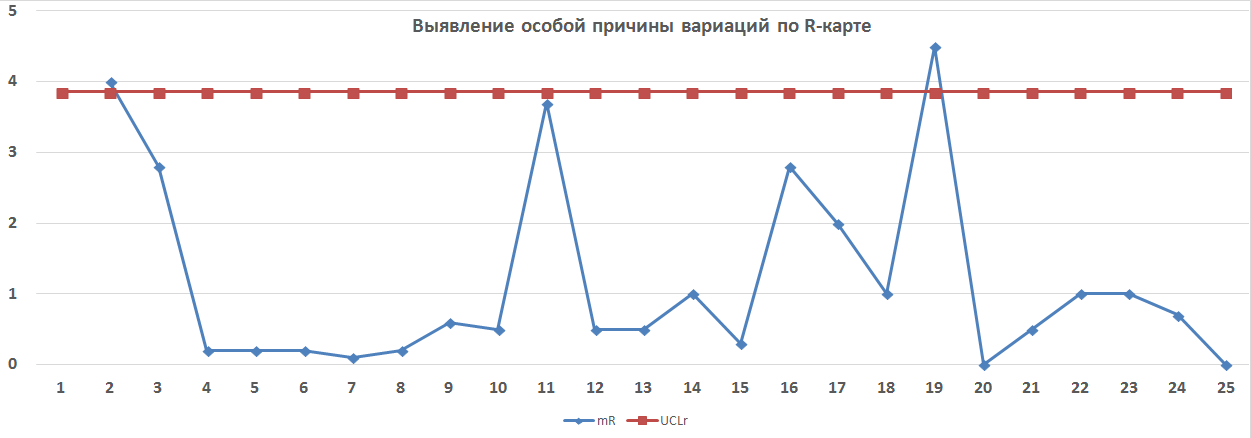
Теперь посмотрим на наши процессы с учетом применения первого правила Шухарта: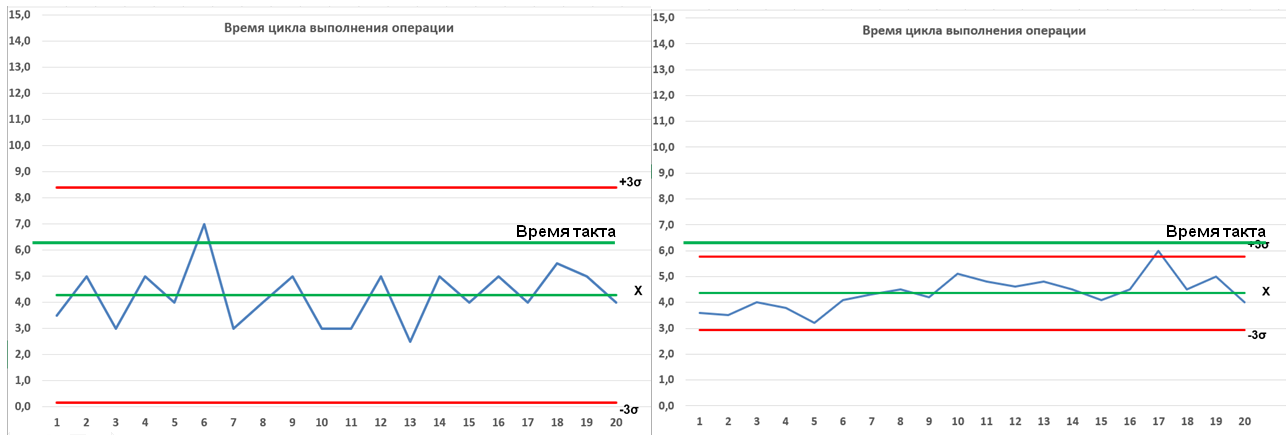
Какие выводы можно сделать, используя контрольные карты Шухарта:
1. По левому графику:
- процесс является статистически стабильным (управляемым), можно заниматься улучшением данного процесса;
- качество процесса хуже правого, т.к. в более широких границах находятся контрольные пределы;
- процесс является невоспроизводимым, т.к. не защищен от выхода за пределы времени такта (линия времени такта внутри контрольных пределов).
2. По правому графику:
- процесс является статистически не стабильным (не управляемым), нельзя заниматься улучшением данного процесса. Надо работать над выявлением и устранением причины выхода значения процесса за границы +3сигма (17 значение на графике);
- качество процесса лучше левого, т.к. в более узких границах находятся контрольные пределы;
- процесс является воспроизводимым, т.к. не защищен от выхода за пределы времени такта (линия времени такта снаружи от контрольных пределов).